15889677896(刘先生)
欢迎来到华深锦泰官网!
依客户产品,工艺定制
现有产品改善
帮助客户节约成本
优化客户工艺流程
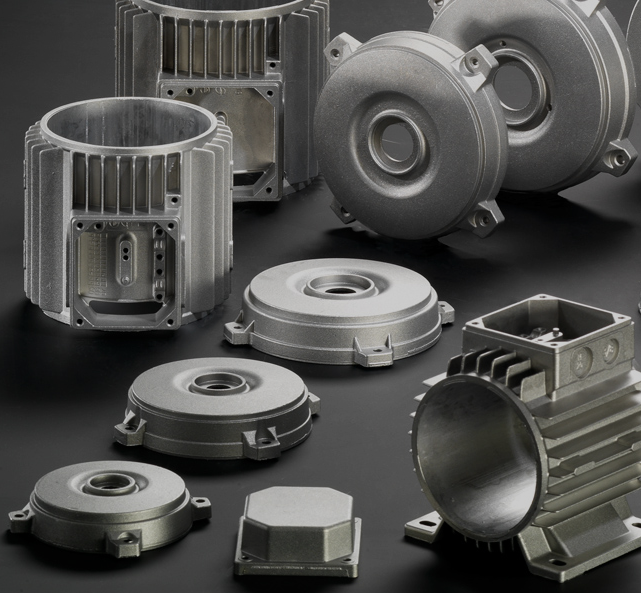
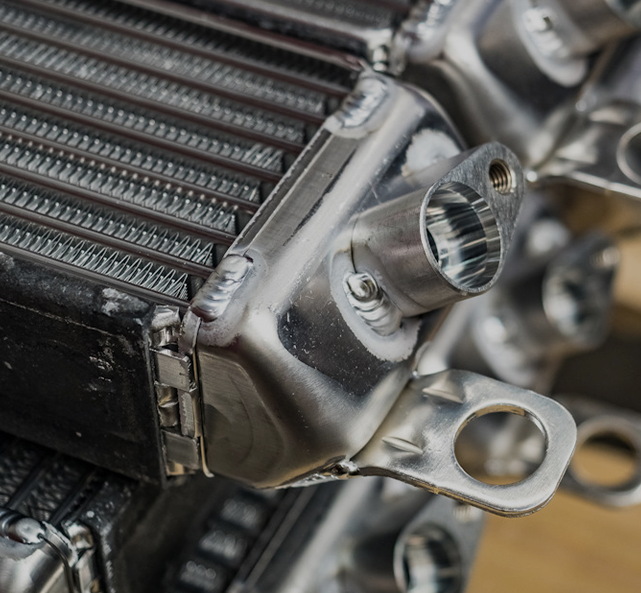
12年专注金属表面处理技术研发
500家深度合作客户,高度贴合当前新技术发展
拥有独立研发生产基地2000平米,
自有独立运输车队,日供货能力20吨
ISO9001质量管理体系认证
ISO14001环境管理体系认证
8大竞争力赋能体系,打造优秀行业产品
华深景泰科技有限公司深圳分公司成立于2008年,是一家集研发、生产、 销售于一体的金属表面处理公司。公司成立伊始,就制定了具有深远意义的 企业文化,在此基础上,走一条适合自己的道路,并逐渐走向成熟。华深景泰在发展过程中通过产品技术化、工艺简单化、生产高效化、成本节约化、环境清洁化、服务及时化,已经逐步成为金属表面处理化学品细分领域的冉冉新星。



































 解锁了解更多
解锁了解更多



